Normally, industrial dust collector (Dust collector) operation is unstable due to two factors: dust sticking to the filter and inefficient dust removal system, or a combination of these two factors at the same time. Failure to address these issues can cause the Dust Collector system to become clogged and the filter to need to be replaced causing loss in operating costs. Here are 11 things to know to protect your company's Dust collector system from these situations. If your company needs assistance, we have a team of professionals who will help you identify and resolve your dust filter problems.
Parameters required for normal operation:
* Compressed air pressure for dust collector : 90-100 PSI (may vary depending on dust type)
* Off time: 20 seconds or less to maintain the pressure difference as designed.
* Air injection time of valve (on time) : 150 milliseconds.
The dust collection system (Dust collector) is not good, it may be because the air ducts are blocked from the inside. Check and make sure the compressed air line is well ventilated from the compressor to the air tank. Also make sure that the tank size is selected appropriately.


Always make sure that the compressed air is free from moisture or dirt. It is necessary to install water filters, oil filters, dust filters and automatic water separators for the compressed air line.

Monitor and adjust the timer accordingly. For small filter systems, it is possible to set the dust removal mode with a limited differential pressure. The system of dust collectors (Dust Collector) is large, so it should be installed in the timed mode. The time between two injections should not be too short to ensure the gas tank is full for each injection of the valve.


Arrange the spray arrays so that the new stream is not near the filters that have been cleaned previously. Adjusting staggered air injection between ranges will help reduce dust concentration. Change the solenoid pins or the air tubes on the pilot valve to staggered injection settings.

It is not recommended to store dust in the hopper because the dust is easily blown up by the compressed air, which increases the concentration of dust or hardens for sticky and hygroscopic dust. It is necessary to equip equipment such as rotary valve, screw to remove dust from the hopper. If using slide gates, the valve should be opened often to allow dust to fall into the container. It is necessary to ensure an airtight seal between the connections between the valve and the container.

In order to comply with new regulations on environmental emissions, the filter material needs to be changed to a more efficient one. Membrane materials must be selected to filter particles up to 1 micron in size. To reduce dust leakage/dust emission, low efficiency cloth bags are trending to be replaced by pleated-bags with new filter materials such as spunbond, nanofiber or efficient filter media. high with PTFE membrane.
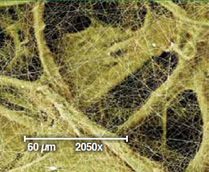
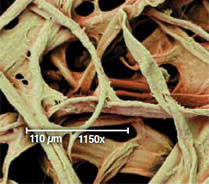
Each type of dust has completely different properties and handling. Therefore, simply using polyester is not sure to handle it well. The material must be coated/treated (such as ePTFE, HO film or anti-static fiber) for easier dust removal. Several other factors also influence the selection of filter media such as humidity, temperature, electrical conductivity, corrosiveness of acids or bases.
.jpeg)
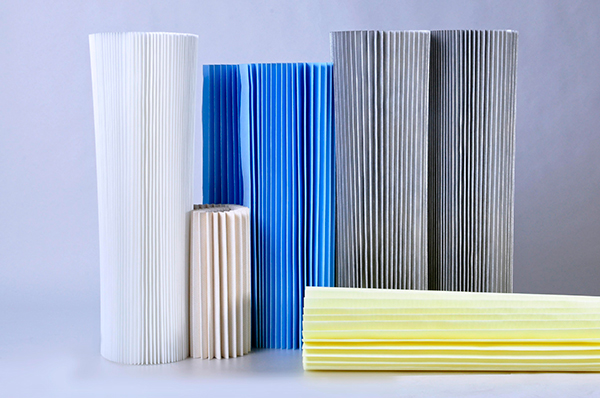
Several factors will reduce the dust collector's processing throughput. The most common factor is the balance between the filter-cleaning shaking process and the dust loading from time to time. In order to increase the treatment flow, the filter cloth area needs to be arranged more (new machine design needs to multiply the redundancy factor). In some cases, users will replace longer cloth bags or repair. expand the machine to accommodate more filter bags. The best option should be chosen is to change the bag to pleated-bag to increase the filter area but not change the machine size.
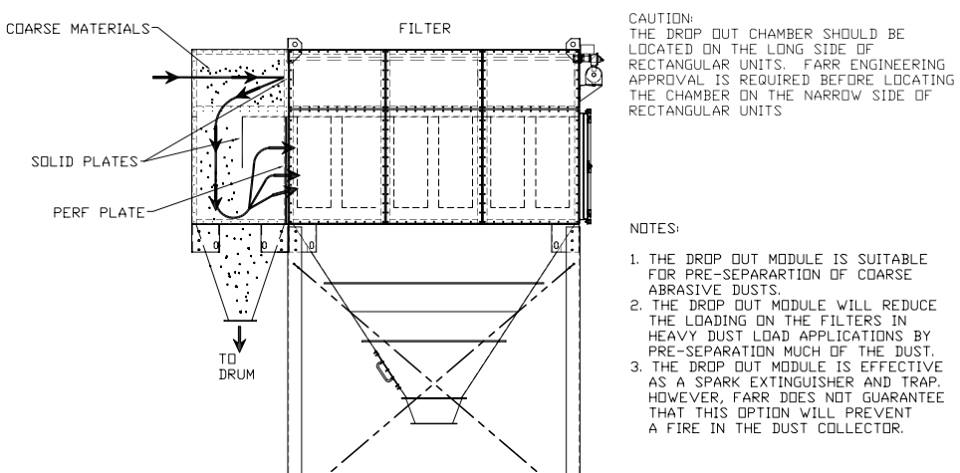
The dust drop is the distance between the bottom of the filter and the hopper. The larger this distance, the better, the heavy dust particles will lose their acceleration and fall out of the stream and not come into contact with the filter. In order for the dust drop chamber to be good, sometimes it is not possible to arrange the filter near the inlet pipe, arrange the filter shorter, install a split baffle or design a space for the drop chamber for systems with high dust concentration. Replace cloth bags with short pleated-bags to create space for dust drop chambers. Increasing the drop chamber distance also reduces dust wear.

Equipped with HEPA filter level helps to reduce the risk of fire and explosion, in addition to ensuring a cleaner environment that can return exhaust gases to the room.
Contact technical support and quotation: Mr. Huy: 0988.408.134 or email: thtech.huy@gmail.com.




